
控彎管機(jī)")
")


基礎(chǔ)彎管教程
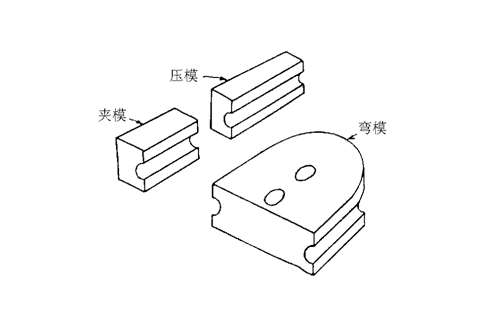
圖3 基本主要工裝
主要基本工裝——開了槽的彎模、夾模和壓模組成彎管必須的主要工裝(見圖3)。彎模防止管件變形并幫助形成指定的彎曲半徑。夾模在彎曲過程中固定管件位置。壓模將管子送入彎模。
參考表1,決定無芯棒彎管的最小中心線半徑。此表不考慮材料的不同,只考慮管子直徑、管壁厚度和中心線彎曲半徑。
|
|
無芯棒彎管最小彎曲半徑(英寸) |
||||||
|
.035 |
.049 |
.065 |
.083 |
.093 |
.120 |
||
|
管子直徑 |
3/16 |
5/16 |
1/4 |
3/16 |
-- |
-- |
-- |
|
1/4 |
1/2 |
3/8 |
5/16 |
-- |
-- |
-- |
|
|
5/16 |
7/8 |
3/4 |
5/8 |
-- |
-- |
-- |
|
|
3/8 |
1 1/2 |
1 1/4 |
1 1/8 |
1 |
-- |
-- |
|
|
1/2 |
2 1/4 |
2 |
1 3/4 |
1 1/2 |
-- |
-- |
|
|
3/4 |
4 |
3 |
2 1/2 |
2 |
-- |
-- |
|
|
1 |
8 |
6 |
4 |
3 |
2 |
2 |
|
|
1 1/2 |
-- |
-- |
12 |
10 |
8 |
6 |
|
|
2 |
-- |
-- |
-- |
24 |
20 |
16 |
|
|
2 1/2 |
-- |
-- |
-- |
-- |
24 |
20 |
|
|
3 |
-- |
-- |
-- |
-- |
-- |
25 |
|
表1
回彈控制——不用芯棒時回彈很厲害。這在選擇彎模時就要考慮。術(shù)語“回彈”是指加工成型后金屬的回復(fù)原形趨向。根據(jù)彎曲半徑的不同,回彈會使管子回復(fù)2到10度,也可能增加管子的彎曲半徑。彎曲半徑越小,回彈越小。回彈受壓模位置和壓力的影響(見圖4)。這一方法使同一彎模產(chǎn)生不同的半徑。
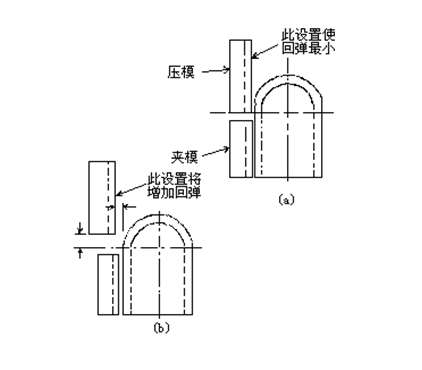
圖4-回彈控制
扭曲或有皺折的彎——管子可能發(fā)生扭曲或皺折,如圖5。這可能是因?yàn)椴牧嫌玻幌驈澢鷥?nèi)徑收縮。不能收縮的管材,向管子中心線內(nèi)凹。(如材料不是太硬)這種情況可按圖4設(shè)置工裝來改進(jìn)。如是在表1的范圍以內(nèi),管子有皺折可以使用插入式芯棒(圖6)。
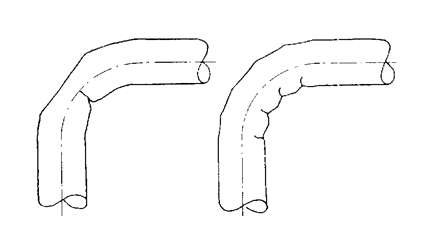
圖5-扭曲或有皺折的彎
芯棒在(遠(yuǎn)離切點(diǎn))靠后的位置將無法在彎的外側(cè)充分拉伸材料;因此沒有足夠的材料從A拉伸到B,對材料形成張力。在A和B的力此時與圖7相反,有將彎打開的趨勢。所以芯棒的位置會引起極大的回彈,會減小彎曲的角度,也可能增加半徑。當(dāng)半徑加大了,應(yīng)把芯棒(向切點(diǎn))推進(jìn)。調(diào)整芯棒的設(shè)置沒有現(xiàn)成的公式。顯然,當(dāng)回彈角度大于3度,芯棒過于靠后而管子的彎曲半徑將大于彎模。
如管子一直斷裂,可能表明材料太硬。硬質(zhì)材料無法充分拉伸。用剛完全退火的材料可解決。芯棒設(shè)置太靠前或管子在壓模中有小小的滑動,都會發(fā)生斷裂。滑動問題以后討論。
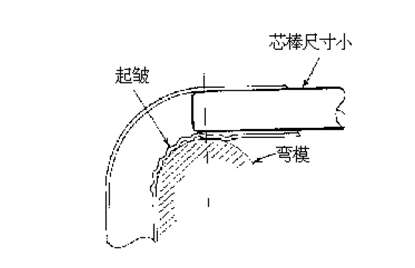
圖8-芯棒尺寸偏小
芯棒太靠后——芯棒稍稍往前,前部不產(chǎn)生皺紋但開始在切點(diǎn)后部產(chǎn)生。芯棒位置仍不夠靠前以在內(nèi)側(cè)產(chǎn)生必要的壓力,收縮材料。彎曲可能開始光滑,但當(dāng)彎過約20度時,材料后退在A處產(chǎn)生波紋(如圖9)。在芯棒和彎模間該波紋不斷產(chǎn)生并受壓。但波紋不會完全消失。從彎模取下彎好的管子,在A處會有一個較大的皺折。有必要再推進(jìn)芯棒,直到材料不會在芯棒和彎模間受擠壓。圖10說明芯棒不完全推進(jìn)的后果。
圖9-芯棒太靠后
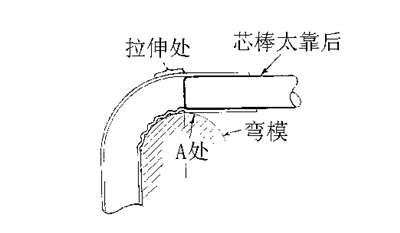
圖10-芯棒未完全推進(jìn)
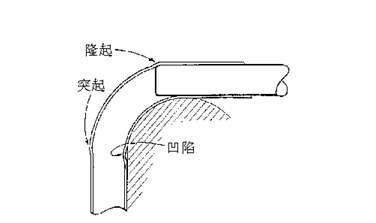
芯棒太靠前——芯棒太靠前有幾個后果。在彎外側(cè)切點(diǎn)末端處會有凸起,彎內(nèi)側(cè)切點(diǎn)開始處會有一個凹陷。這些變形在一根管子上例舉。但由于芯棒形狀和彎曲半徑的不同,不總是同時出現(xiàn)。凸起顯然是由芯棒引起的。凹陷因?yàn)樾景魧⒐茏忧穗x彎模而形成。
插入式芯棒不貴,易于保養(yǎng)且拖動小。帶球芯棒用于半徑小、壁薄的管子,或者質(zhì)量要求高的場合。使用插入式芯棒,夾模的長度應(yīng)至少為管子直徑的3倍。
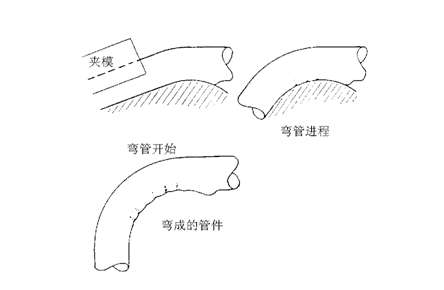
圖11-芯棒太靠前
使用帶球芯棒和防皺板彎管
這些工裝一起討論。雖然它們功能不同,但結(jié)合使用。當(dāng)管徑與壁厚之比大于彎指定半徑的數(shù)值時,必須用這些工裝配合基本工裝(見表3)。防皺板用于防止皺紋。帶球芯棒和插入式芯棒功能一樣。這些球主要用于防止管子離開芯棒棒后裂開。
彎小彎或壁薄的管子時,前面所討論的問題變得更加突出。壓縮過程中要保持材料不變形更加困難。壓力很大以至于材料向切點(diǎn)后擠壓,該部位不受彎模支撐而產(chǎn)生皺折(見圖10)。該部位必須受支撐,材料才能壓縮而非產(chǎn)生皺折;這正是防皺板的主要作用。注意,皺紋形成后無法消除它們;防皺板只能防止它們。
當(dāng)彎曲半徑比表2所示小且/或管壁比表2所示薄,則必須使用球型芯棒和防皺板。表3說明何時需用單球芯棒和防皺板。如彎曲半徑比此表中的更小,需用2個,3個或更多的球。
|
|
單球芯棒彎管最小彎曲半徑(英寸) |
||||||
|
.035 |
.049 |
.065 |
.083 |
.093 |
.120 |
||
|
管子直徑 |
1/2 |
1/2* |
1/2* |
-- |
-- |
-- |
-- |
|
5/8 |
5/8* |
5/8* |
-- |
-- |
-- |
-- |
|
|
3/4 |
3/4 |
3/4* |
3/4* |
-- |
-- |
-- |
|
|
7/8 |
1 1/4 |
1 1/8 |
1* |
-- |
-- |
-- |
|
|
1 |
1 3/4 |
1 1/2 |
1 1/4 |
1 1/8* |
-- |
-- |
|
|
1 1/8 |
2 1/2 |
2 |
1 3/4 |
1 1/2 |
-- |
-- |
|
|
1 1/4 |
3 7/8 |
3 1/2 |
3 |
2 1/2 |
2 |
-- |
|
|
1 1/2 |
5 |
4 1/4 |
3 3/4 |
3 1/4 |
2 3/4 |
2 1/4 |
|
|
2 |
9 |
8 |
7 |
6 |
5 |
3 1/2 |
|
|
2 1/2 |
12 |
10 1/2 |
9 1/4 |
8 |
6 1/2 |
5 |
|
|
3 |
15 |
13 |
11 |
10 |
9 |
8 |
|
*表示不需要防皺板
表3
薄壁管彎制
要彎制管壁很薄的管子的要求近年來更加普遍。薄壁管彎制還外加等于管子外徑的極小中心線彎曲半徑(1×D)。新開發(fā)的合金非常難以彎制,使問題更加復(fù)雜。少數(shù)同行高手成功地迎接這一挑戰(zhàn)。
已經(jīng)開發(fā)出復(fù)雜的拉式彎管技術(shù)生產(chǎn)以下薄壁彎管:
l l 321不銹鋼2-1/2” O.D.×.012管壁3” 中心線半徑90度
l l AM 350 CRES 鋼1-1/2”O(jiān).D.×.028 管壁 1-1/2” 中心線半徑180度
l l 鈦A40 4”O(jiān).D. ×.035 管壁 6”中心線半徑90度
l l Hastalloy3-1/2” O.D.×.028管壁 3-1/2” 中心線半徑45度
l l Inconel X1-1/2” O.D.×.018管壁 1-1/2” 中心線半徑90度
l l 鋁6061T6-0 2”O(jiān).D. ×.028 管壁 1-3/4” 中心線半徑90度
l l 304不銹鋼7” O.D.×.035管壁 7”中心線半徑180度
好的彎管機(jī)并不考慮是否可以完成一個有難度的彎,而是考慮經(jīng)濟(jì)上是否合算。想象中最難的彎也是可以完成的,但其生產(chǎn)成本過高。
為便于彎制這類管件,管材要經(jīng)過周到的考慮。完成某項工作所需的全部材料應(yīng)從一個供應(yīng)商處購進(jìn),最好是同一批的,從而有助于保持管子尺寸和性質(zhì)的一致。應(yīng)考慮購買高價位,小公差的管材。這通常能成倍節(jié)約附加的成本。有時必須在彎管前先定徑。如管子的內(nèi)壁不平,彎管前電拋光內(nèi)徑不失為明智之舉。彎管時必須非常小心地保護(hù)拋面。
管子在芯棒上的滑動必須恰當(dāng)穩(wěn)定,中間的空隙不超過管壁的10% 到15%。與外面4件模具的間隔也一樣。管材樣本中材料的規(guī)格和性質(zhì)十分有用。比如,柔軟度和延伸率可能表明是否需要用特殊的彎管方法。
彎管機(jī)有很多種,但善于彎薄壁,1×D管件的只有2到3種。即便是最適合彎制這種特殊彎的彎管機(jī),也必須在很好的狀態(tài),而且足夠大,以保證堅固。應(yīng)消除在彎管中其部件的任何可以感覺到的震動。機(jī)器的心軸總誤差必須小于.0005英寸。芯棒桿應(yīng)盡可能地粗,以減少本身的延長。
要有全面的控制裝置。機(jī)器應(yīng)在閉合夾模和壓模時也能夠伸縮芯棒。液壓驅(qū)動的壓模較為理想。該系統(tǒng)的一大特點(diǎn)是,為不同管壁的管子提供的壓力相同。
可能需要特殊的設(shè)備,也要加以考慮。有時用氣壓或油壓可有助于防止材料在芯棒球之間變平和/或凹陷。如彎管使用氣壓或油壓,為了安全起鑒顯然要非常當(dāng)心。由于危險,而且因?yàn)楦玫男景簦ㄈf向薄壁彎系列)的開發(fā),這種系統(tǒng)的使用已大大減少。
對芯棒振動器的需求在增加。這種設(shè)備在彎管時伸縮芯棒。每分鐘的行程和節(jié)拍可以調(diào)整。振動芯棒防止管子變形和夾住芯棒球。這有助于將管壁變薄減到最少,防止變形,消除芯棒隆起。
還有壓模助推。它抵消壓模、芯棒和防皺板的拉力。它將管子推進(jìn)至彎管區(qū)域,防止管壁變得很薄。
如沒有壓模助推,變薄一般為外壁延伸率的3/4。因而,一根2英寸的管子要彎成3英寸的中心線半徑將變薄約25%,該彎的橫截面如圖12*所示。因?yàn)閴簯?yīng)力通常大于張力,中軸將在幾何中軸內(nèi)側(cè),而且由于變形程度與到中軸的距離成正比,彎外側(cè)的變薄將大于內(nèi)側(cè)的變厚。
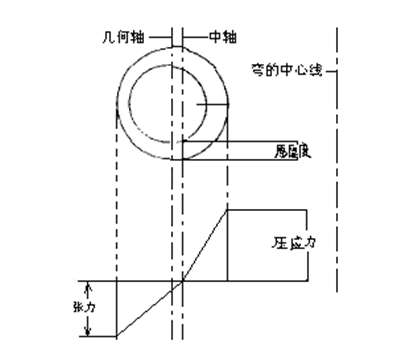
圖12 管子橫截面
要減少變薄,有必要將中軸向彎的外側(cè)移。如中軸與外壁重合就不會變薄,而內(nèi)側(cè)會變厚。一種方法是在彎管前先將管子壓縮;這將調(diào)整受壓變形如圖13*。

圖13 管子橫截面
移動中軸的另一種方法是減少壓力。做法是加熱將形成彎內(nèi)側(cè)的部分,形成如圖14*所示應(yīng)力模式。
如同時使用這些方法,將大大減少變薄。由于無須將變薄減少至大大低于12%,可以通過使彎管半徑接近來達(dá)到上面的效果。壓模助推應(yīng)能夠分別或同時推進(jìn)壓模和管子。
一些彎管機(jī)有類似的裝置,但它們一般是設(shè)計用于幫助彎制厚壁管的。它們不具備彎薄壁管所需的精確控制和獨(dú)立液壓。
如管壁太薄以致要被夾模弄扭曲或因夾模的壓力而坍陷,應(yīng)使用一個管塞。它也通過減小夾緊的壓力幫助消除打滑。管塞必須大小合適。它位于夾緊區(qū)域,在夾模閉合之前,且要在壓模打開前拿掉。還有擴(kuò)展管塞。其優(yōu)點(diǎn)在于裝卸方便。它們是設(shè)計用于各種管壁或管壁不同而外徑相同的管材。
所用潤滑油的質(zhì)量和數(shù)量相當(dāng)重要。一種潤滑油不會在所有材料上都表現(xiàn)一樣好。提倡鋼和鋁用不同的潤滑油。因?yàn)槁鹊暮扛叨c管子內(nèi)壁有反應(yīng),一些很好的潤滑油不允許用于航天。需要努力研發(fā)專用潤滑油。
可以在芯棒和管子內(nèi)壁加很多潤滑油。潤滑油必須涂滿管子的內(nèi)壁。為了經(jīng)濟(jì)地均勻涂抹潤滑油,開發(fā)了一種熱噴法。該方法對稠密的潤滑油加熱(至約250度)加壓,使它如霧狀噴下涂滿整個管子。
彎管最要緊的三點(diǎn)就是:機(jī)器,操作員和工裝。所有三個方面都必須完好以彎小半徑的薄壁管。許多廠仍靠操作員來補(bǔ)償壞工裝。不好的工裝將導(dǎo)致廢時的調(diào)整,浪費(fèi)昂貴管材,彎壞管子和無法彎出符合要求的彎。有實(shí)力的彎管機(jī)用戶知道低價劣質(zhì)的工裝將使他們付出最大的代價。互鎖式的工裝是最理想的彎管工裝。成套的互鎖式工裝雖然是為數(shù)控彎管機(jī)開發(fā)并大獲成功的,但已證明用于傳統(tǒng)機(jī)床也很好。成套工裝的每一件依次鎖定。夾模鎖定彎模,防皺板鎖定壓模,壓模再鎖定彎模。
現(xiàn)場報告已經(jīng)證實(shí)了互鎖式工裝的諸多優(yōu)點(diǎn)。夾模以其可得到的所有液壓壓力也不會撞管子,甚至不會有劃痕,從而提供大大增加的夾緊性能。彎模和壓模在管子上下的劃痕將完全消除。在例23中,設(shè)置的時間平均為傳統(tǒng)工裝的1/3。與先前使用傳統(tǒng)工裝的相比,廢品減少32%。
5件工裝(彎模、壓模、防皺板、芯棒和夾模)必須都是小公差的優(yōu)質(zhì)工裝。彎模在彎槽的底部是個最大誤差,總共不大于.001的要求。彎槽深應(yīng)大于管徑的一半,以幫助防止工裝在管子上下的劃痕。彎槽應(yīng)絕對是圓形,并且直徑中應(yīng)計算管子直徑10%的壁厚。除非有夾板或其它工藝如擴(kuò)徑,滾邊等,夾模區(qū)域應(yīng)是管子直徑的3到6倍,噴砂處理或粗糙表面。夾模區(qū)域的直徑不可小于壁厚的10%。應(yīng)盡量減少夾緊或收縮的間隔。為在右手機(jī)和左手機(jī)上都可以使用彎模,通常在模的兩面都做安裝孔和鍵槽。兩面都要保持中心線高度。
有4種基本彎模式樣A,B,C和D(見圖15)。每一種都為不同的要求而設(shè)計:A型是為1×D半徑180度的彎,B型是為1×D半徑90度的彎,C型是為1-1/2×D半徑180度的彎,D型是為2×D半徑180度的彎。
壓模槽的直徑為稍大于所彎管子的外徑。它兩端之間的厚度差異必須小于.0005。厚度的變化會導(dǎo)致夾住或突然前沖。用優(yōu)質(zhì)合適的工裝,只需要用很小的壓力。用一根實(shí)心棒可以幫助設(shè)置壓模。松開固定裝置直到調(diào)節(jié)螺栓可自由轉(zhuǎn)動,所要做的是根據(jù)實(shí)心棒調(diào)節(jié)壓模螺栓并保持壓力。壓模壓力過大將增加管子變薄,在管子上產(chǎn)生劃痕并引起回彈。
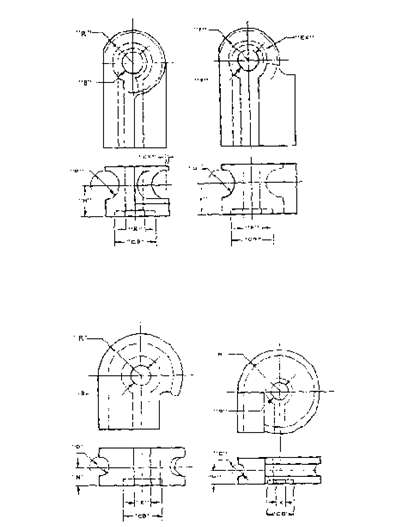
圖15 各種彎模
防皺板的準(zhǔn)確性最為重要。管子所劃過的槽要稍稍大于管子的外徑――最適合的是為管壁10%。槽應(yīng)非常光滑,并以稀油潤滑。在這一區(qū)域的油圖16
太多或太厚都會引起皺折。防皺板同槽必須有85%的接觸,并且離切點(diǎn)退后15到20度。如防皺板在這一點(diǎn)不被彎模支持,它會從芯棒回彈,引起管子折皺。
與所彎的管子直徑相同的實(shí)心棒可使防皺板達(dá)到合適的配合。棒由夾模控制時,防皺板由棒輕推到最前部,保護(hù)防皺板固定裝置。可從壓模帶回防皺板平的那頭,使拉力達(dá)到最小。為檢驗(yàn)斜度,夾模槽的中心有一條直的邊,直到防皺板后部。此水平的邊應(yīng)盡量接近切點(diǎn)。用Ampco青銅做的防皺板還有助于減少拉力防止磨傷(見圖17)。4130制成的防皺板已被證明非常成功,其磨損
大大小于低碳鋼和Ampco青銅做的防皺板。只需用一點(diǎn)點(diǎn)優(yōu)質(zhì)的潤滑油。過多的油會導(dǎo)致皺折。
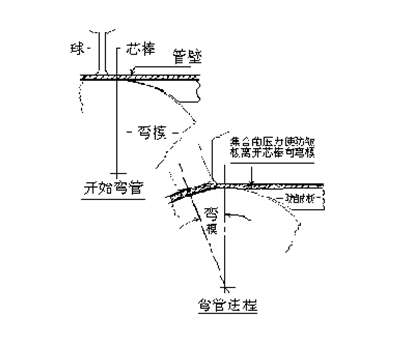
圖17
使用萬向彎球芯棒應(yīng)有一個不大于管壁10%的間隔。芯棒上應(yīng)有足夠多的球以在整個彎管過程中撐圓管子。去除球之間的空隙(或斜度)是很必要的。當(dāng)充分使用多個芯棒球來減少夾緊可以產(chǎn)生的干擾時,球間的空隙(斜度)小,則芯棒桿上第一個球?qū)⒚芮械刂С謴澋耐饷婧屠锩妗?/span>
Ampco青銅常常應(yīng)用于不銹鋼,以減少摩擦。鋁、銅等非鐵的材料建議使用含鉻的硬鋼。芯棒的設(shè)置由用戶和所彎的半徑?jīng)Q定。帶有所彎半徑模塊將有助于決定萬向彎球芯棒的開始位置(見圖18)。要使芯棒產(chǎn)生最大的效用,芯棒桿必須超過切點(diǎn)。
圖18
我們試圖將事實(shí)和現(xiàn)代有效的實(shí)踐與錯誤的概念和陳舊的方法加以區(qū)分。不可否認(rèn)總會有與所提建議相背的特例。這里所討論的新技術(shù)和系統(tǒng)的發(fā)展還將繼續(xù)進(jìn)步。
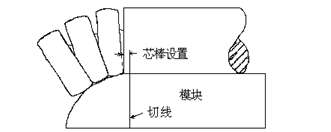
圖19 典型彎管工裝
附錄——查錯
可能引起管子斷裂的情況:
A. A. 芯棒的柔軟和延伸率不夠。
B. B. 管件在夾模中滑動。
C. C. 壓模太緊-使拉力過度。
D. D. 在球與球之間芯棒起皺或卡住。
E. E. 夾模壓住芯棒的球。
F. F. 潤滑不當(dāng)或不夠。
G. G. 芯棒太靠前。
可能引起管子皺折的情況:
A. A. 管件在夾模中滑動。
B. B. 芯棒不夠靠前。
C. C. 防皺板在彎模中的位置不對。
D. D. 防皺板磨損或配合不當(dāng)(圖16)。
E. E. 芯棒與管子的間隔太大(圖8)。
F. F. 壓模上的壓力不夠。
G. G. 潤滑不當(dāng)或過多。
注意:
流動阻力小的芯棒更不易引起皺折。如,3/8 O.D.×.020壁厚304型能不用防皺板彎到2×D半徑,而AM350CRES不銹鋼彎3×D以下半徑都要用防皺板。防皺板要與彎模合適,其前部應(yīng)盡量接近切點(diǎn)。彎小半徑管件的最大問題是使材料成型而不變形。防皺板磨損或配合不當(dāng)常常會造成變形。


擊這里給我發(fā)消息")